
Dział Zarządzania Sprzętem, Sinopec Yizheng Chemical Fibre Co., Ltd. 211900
Abstrakcyjny: W artykule tym przeanalizowano nietypowe przyczyny dużych jednostek turboekspandera, przedstawiono szereg środków mających na celu rozwiązanie problemów oraz uchwycono punkty ryzyka i środki zapobiegawcze.Dzięki zastosowaniu technologii usuwania lakieru eliminowane są potencjalne ukryte zagrożenia i zapewnione jest iskrobezpieczeństwo urządzenia.
1. Przegląd
Agregat sprężarki powietrza w fabryce PTA o wydajności 60 t/rok firmy Yizheng Chemical Fibre Co., Ltd. jest wyposażony w sprzęt niemieckiej firmy MAN Turbo.Agregat jest jednostką typu „trzy w jednym”, w której agregatem sprężarki powietrza jest wielowałowy, pięciostopniowy zespół turbinowy, kondensacyjna turbina parowa pełni rolę głównej maszyny napędowej agregatu sprężarki powietrza, zaś turborozprężarka jest używany jako kompresor powietrza.Pomocnicza maszyna napędowa.Turboekspander przyjmuje wysokie i niskie dwustopniowe rozprężanie, każdy ma króciec ssący i króciec wylotowy, a wirnik przyjmuje wirnik trójdrożny (patrz rysunek 1)
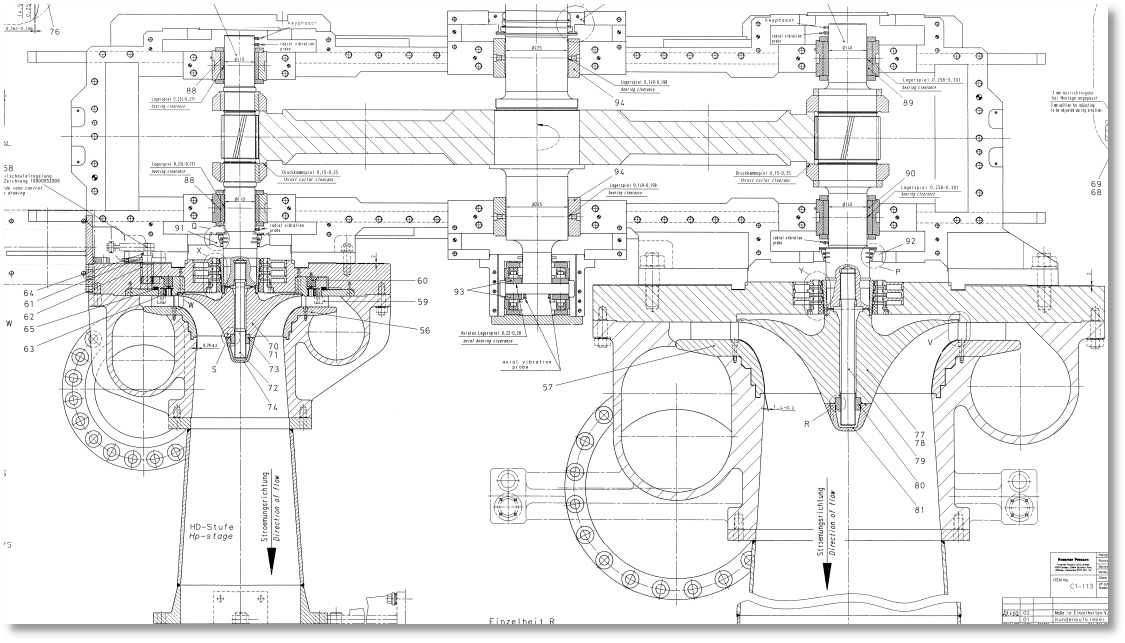
Rysunek 1 Przekrój jednostki rozszerzającej (po lewej: strona wysokiego ciśnienia; po prawej: strona niskiego ciśnienia)
Główne parametry wydajnościowe turboekspandera przedstawiają się następująco:
Prędkość strony wysokiego ciśnienia wynosi 16583 obr/min, a prędkość strony niskiego ciśnienia wynosi 9045 obr/min;znamionowa moc całkowita ekspandera wynosi 7990 KW, a natężenie przepływu 12700-150450-kg/h;ciśnienie wlotowe wynosi 1,3 MPa, a ciśnienie wylotowe 0,003 MPa.Temperatura wlotowa strony wysokiego ciśnienia wynosi 175°C, a temperatura wylotowa 80°C;temperatura na wlocie strony niskiego ciśnienia wynosi 175°C, a temperatura spalin 45°C;na obu końcach wałów przekładni bocznej wysokiego i niskiego ciśnienia zastosowano zestaw podkładek uchylnych. Łożyska, każde z 5 podkładkami, rurociąg wlotowy oleju może wprowadzać olej na dwa sposoby, a każde łożysko ma jeden otwór wlotowy oleju, przez 3 grupy po 15 dysz wtryskowych oleju, średnica dyszy wlotowej oleju wynosi 1,8 mm, łożysko ma 9 otworów powrotnych oleju, a w normalnych warunkach używanych jest 5 portów i 4 bloki.To urządzenie typu „trzy w jednym” wykorzystuje metodę wymuszonego smarowania poprzez scentralizowane dostarczanie oleju ze stacji oleju smarowego.
2. Problemy z załogą
W 2018 roku w celu spełnienia wymagań w zakresie emisji LZO do urządzenia dodano nową jednostkę LZO do oczyszczania gazu resztkowego z reaktora utleniania, a oczyszczony gaz resztkowy w dalszym ciągu wtryskiwano do ekspandera.Ponieważ sól bromkowa w pierwotnym gazie resztkowym utlenia się w wysokiej temperaturze, występują jony bromkowe.Aby zapobiec kondensacji i oddzielaniu się jonów bromkowych, gdy gaz resztkowy rozpręża się i pracuje w ekspanderze, spowoduje to korozję wżerową ekspandera i późniejszego wyposażenia.Dlatego konieczne jest zwiększenie jednostki rozszerzającej.Temperatura wlotowa i temperatura wylotowa po stronie wysokiego i niskiego ciśnienia (patrz tabela 1).
Tabela 1 Zestawienie temperatur roboczych na wlocie i wylocie ekspandera przed i po przemianie LZO
| NIE. | Zmiana parametrów | Transformacja tego pierwszego | Po transformacji |
| 1 | Temperatura powietrza dolotowego po stronie wysokiego ciśnienia | 175°C | 190°C |
| 2 | Temperatura spalin po stronie wysokiego ciśnienia | 80 ℃ | 85°C |
| 3 | Temperatura powietrza dolotowego po stronie niskiego ciśnienia | 175°C | 195°C |
| 4 | Temperatura spalin po stronie niskiego ciśnienia | 45°C | 65°C |
Przed przemianą VOC temperatura łożyska po stronie innej niż wirnik po stronie niskiego ciśnienia była stabilna i wynosiła około 80°C (temperatura alarmowa łożyska wynosi tutaj 110°C, a wysoka temperatura wynosi 120°C).Po rozpoczęciu transformacji LZO w dniu 6 stycznia 2019 r. temperatura łożyska po stronie innej niż wirnik na końcu niskociśnieniowym rozprężacza powoli rosła, a najwyższa temperatura była bliska najwyższej odnotowanej temperatury wynoszącej 120°C, ale parametry drgań nie uległy w tym okresie istotnym zmianom (patrz rys. 2).

Rys. 2 Wykres natężenia przepływu rozprężacza oraz drgań i temperatury wału po stronie nienapędowej
1 – linia przepływu 2 – linia końca nienapędowego 3 – linia wibracji wału nienapędowego
3. Analiza przyczyn i metoda leczenia
Po sprawdzeniu i przeanalizowaniu trendu wahań temperatury łożysk turbiny parowej oraz wyeliminowaniu problemów związanych z wyświetlaczem przyrządów na miejscu, wahaniami procesu, statycznym przenoszeniem zużycia szczotek turbiny parowej, wahaniami prędkości sprzętu i jakością części, główne przyczyny wahań temperatury łożysk Czy:
3.1 Przyczyny wzrostu temperatury łożyska po stronie innej niż wirnik, po stronie niskiego ciśnienia rozprężacza
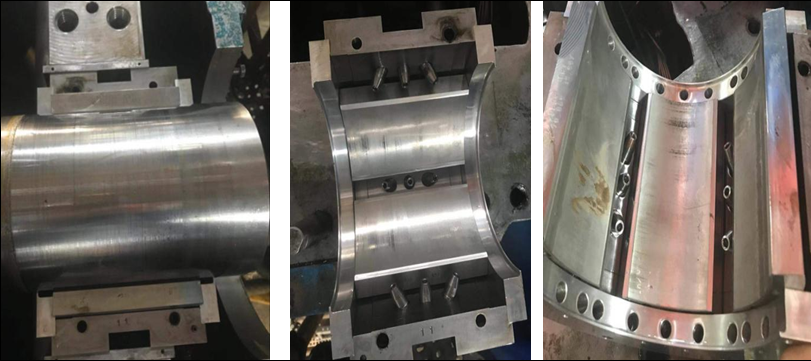
3.1.1 Kontrola demontażowa wykazała, że odległość łożyska od wału oraz luz zazębiania zębów koła zębatego są w normie.Z wyjątkiem podejrzanego lakieru na powierzchni łożyskowej od strony niewirnika, na końcu niskociśnieniowego rozpieraka (patrz rysunek 3), w pozostałych łożyskach nie stwierdzono żadnych nieprawidłowości.

Rysunek 3 Fizyczny obraz łożyska strony nienapędowej i pary kinematycznej rozpieracza
3.1.2 Ponieważ olej smarowy był wymieniany krócej niż rok, jakość oleju przeszła test przed jazdą.Aby rozwiać wątpliwości firma wysłała olej smarowy do profesjonalnej firmy w celu sprawdzenia i analizy.Profesjonalna firma potwierdza, że mocowaniem na powierzchnię nośną jest lakier wczesny MPC (wskaźnik skłonności lakieru) (patrz rysunek 4)
Rysunek 4 Raport z analizy technologii monitorowania oleju wydany przez profesjonalną technologię monitorowania oleju
3.1.3 Olejem smarowym stosowanym w ekspanderze jest olej turbinowy Shell Turbo nr 46 (olej mineralny).Gdy olej mineralny ma wysoką temperaturę, olej smarowy ulega utlenieniu, a produkty utleniania gromadzą się na powierzchni tulei łożyskowej, tworząc lakier.Mineralny olej smarowy składa się głównie z substancji węglowodorowych, które są stosunkowo stabilne w temperaturze pokojowej i niskiej.Jeśli jednak niektóre (nawet bardzo mała liczba) cząsteczek węglowodorów ulegną reakcjom utleniania w wysokich temperaturach, inne cząsteczki węglowodorów również ulegną reakcjom łańcuchowym, co jest cechą charakterystyczną reakcji łańcuchowych węglowodorów.
3.1.4 Technicy zajmujący się sprzętem przeprowadzili badania dotyczące podparcia korpusu urządzenia, naprężenia zimnego rurociągów wlotowego i wylotowego, wykrycia nieszczelności układu olejowego oraz integralności sondy temperatury.I wymieniłem komplet łożysk po stronie nienapędowej rozpieraka, ale po miesiącu jazdy temperatura nadal dochodziła do 110℃, po czym były duże wahania wibracji i temperatury.Wprowadzono kilka korekt, aby zbliżyć się do warunków sprzed modernizacji, ale prawie bez żadnego efektu (patrz rysunek 5).

Rysunek 5 Wykres trendu powiązanych wskaźników od 13 lutego do 29 marca
producenta MAN Turbo, w bieżących warunkach pracy ekspandera, jeśli objętość powietrza dolotowego jest stabilna i wynosi 120 t/h, moc wyjściowa wynosi 8000 kW, co jest stosunkowo zbliżone do pierwotnej projektowej mocy wyjściowej wynoszącej 7990 kW w normalnych warunkach pracy;Przy przepływie powietrza 1 30 t/h moc wyjściowa wynosi 8680 kW;jeżeli ilość powietrza zasysanego wynosi 1 46 t/h, moc wyjściowa wynosi 9660 kW.Ponieważ praca wykonana przez stronę niskociśnieniową stanowi dwie trzecie ekspandera, strona niskociśnieniowa ekspandera może zostać przeciążona.Gdy temperatura przekracza 110°C, wartość drgań zmienia się drastycznie, co wskazuje, że nowo powstały lakier na powierzchni wału i tulei łożyskowej ulega w tym okresie zarysowaniu (patrz rysunek 6).
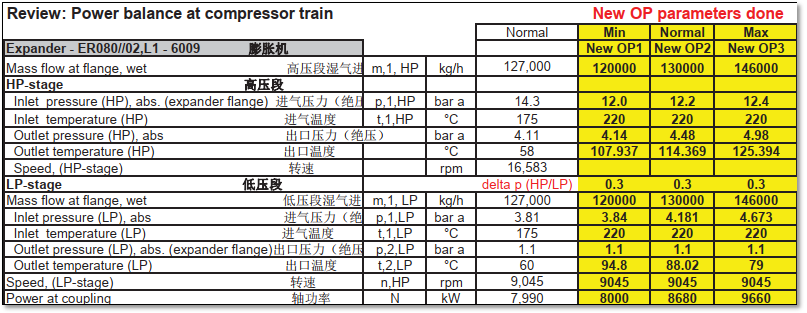
Rysunek 6 Tabela bilansu mocy jednostki rozszerzającej
3.2Analiza mechanizmów istniejących problemów
3.2.1 Jak pokazano na rysunku 7, można zauważyć, że kąt zawarty pomiędzy kierunkiem lekkich drgań punktu podparcia bloczka płytowego a poziomą linią współrzędnych w układzie współrzędnych wynosi β, kąt wychylenia bloczka wynosi φ oraz układ łożysk przechylnej płytki składający się z 5 płytek, gdy płytka zostanie poddana naciskowi filmu olejowego, ponieważ punkt podparcia płytki nie jest całkowicie sztywnym korpusem, położenie punktu podparcia płytki po odkształceniu ściskającym będzie powodują niewielkie przemieszczenie wzdłuż geometrycznego kierunku napięcia wstępnego ze względu na sztywność punktu podparcia, zmieniając w ten sposób luz łożyskowy i grubość filmu olejowego [1] .
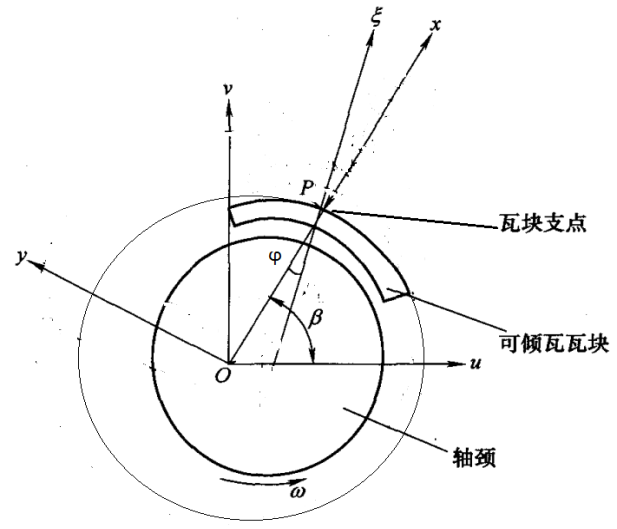
Rys.7 Układ współrzędnych pojedynczej płytki łożyska przechylnego
3.2.2 Z rysunku 1 wynika, że wirnik jest konstrukcją belkową wspornikową, a głównym elementem pracującym jest wirnik.Ponieważ strona wirnika jest stroną napędową, gdy gaz rozszerza się w celu wykonania pracy, wał obrotowy po stronie wirnika jest w idealnym stanie w tulei łożyskowej ze względu na efekt tłumienia gazu, a szczelina olejowa pozostaje normalna.W procesie zazębiania i przenoszenia momentu obrotowego pomiędzy dużą i małą przekładnią, gdzie jest ona punktem podparcia, promieniowy swobodny ruch wału bocznego niebędącego wirnikiem będzie ograniczony w warunkach przeciążenia, a ciśnienie jego filmu smarnego jest wyższe niż w przypadku innych łożyska, zapewniając smarowanie tego miejsca. Zwiększa się sztywność filmu olejowego, zmniejsza się szybkość jego odnawiania i wzrasta ciepło tarcia, w wyniku czego powstaje lakier.
3.2.3 Lakier w oleju wytwarzany jest głównie w trzech postaciach: utleniania oleju, „mikrospalania” oleju i lokalnego wyładowania w wysokiej temperaturze.Lakier powinien powstać w wyniku „mikrospalenia” oleju.Mechanizm jest następujący: pewna ilość powietrza (zwykle poniżej 8%) zostanie rozpuszczona w oleju smarowym.Po przekroczeniu granicy rozpuszczalności powietrze dostające się do oleju będzie istnieć w oleju w postaci zawieszonych pęcherzyków.Po wejściu do łożyska wysokie ciśnienie powoduje, że pęcherzyki te ulegają szybkiej kompresji adiabatycznej, a temperatura płynu gwałtownie wzrasta, powodując adiabatyczne „mikrospalenie” oleju, w wyniku czego powstają substancje nierozpuszczalne o wyjątkowo małych rozmiarach.Te substancje nierozpuszczalne są polarne i mają tendencję do przylegania do powierzchni metalowych, tworząc lakiery.Im większe ciśnienie, tym mniejsza rozpuszczalność substancji nierozpuszczalnych i tym łatwiej jest je wytrącić i osadzić, tworząc lakier.
3.2.4 Wraz z tworzeniem się lakieru grubość filmu olejowego w stanie niewolnym jest zajmowana przez lakier, a jednocześnie prędkość odnawiania filmu olejowego maleje, a temperatura stopniowo wzrasta, co wzrasta tarcie pomiędzy powierzchnią tulei łożyskowej a wałem i osadzającym się lakierem powoduje słabe odprowadzanie ciepła i rosnącą temperaturę oleju, co prowadzi do wysokiej temperatury tulei łożyskowej.Na koniec czop ociera się o lakier, co objawia się gwałtownymi wahaniami drgań wału.
3.2.5 Chociaż wartość MPC oleju ekspandera nie jest wysoka, gdy w układzie oleju smarowego znajduje się lakier, rozpuszczanie i wytrącanie się cząstek lakieru w oleju jest ograniczone ze względu na ograniczoną zdolność oleju smarowego do rozpuszczania cząsteczki lakieru.Jest to system dynamicznej równowagi.Po osiągnięciu stanu nasycenia lakier będzie osadzał się na łożysku lub panewce łożyskowej, powodując wahania temperatury panewki łożyskowej, co stanowi główne ukryte zagrożenie wpływające na bezpieczeństwo pracy.Ponieważ jednak przylega do płytki łożyskowej, jest to jedna z przyczyn wzrostu temperatury płytki łożyskowej.
4 Środki i środki zaradcze
Usunięcie nagromadzonego lakieru na łożysku może zapewnić pracę łożyska zespołu w kontrolowanej temperaturze.Dzięki badaniom i komunikacji z wieloma producentami sprzętu do usuwania lakieru wybraliśmy firmę Kunshan Winsonda, która ma dobry efekt użytkowy i reputację rynkową, do produkcji adsorpcji elektrostatycznej WVD-II + adsorpcji żywicy, która jest sprzętem do usuwania lakieru złożonego w celu usunięcia farby.membrana.
Oczyszczacze oleju serii WVD-II skutecznie łączą technologię oczyszczania metodą adsorpcji elektrostatycznej i technologię wymiany jonowej, rozpuszczają rozpuszczony lakier poprzez adsorpcję żywicy i usuwają wytrącony lakier poprzez adsorpcję elektrostatyczną.Technologia ta pozwala w krótkim czasie zminimalizować zawartość osadu. W krótkim czasie kilku dni oryginalny układ smarowania zawierający dużą ilość osadu/lakieru może zostać przywrócony do najlepszego stanu pracy, a problem powolnego wzrostu poziomu można rozwiązać problem temperatury łożyska oporowego spowodowanej przez lakier.Może skutecznie usuwać i zapobiegać rozpuszczalnemu i nierozpuszczalnemu osadowi olejowemu powstającemu podczas normalnej pracy turbiny parowej.
Jego główne zasady są następujące:
4.1 Żywica jonowymienna do usuwania rozpuszczonego lakieru
Żywica jonowymienna składa się głównie z dwóch części: szkieletu polimerowego i grupy jonowymiennej.Zasadę adsorpcji pokazano na rysunku 8,
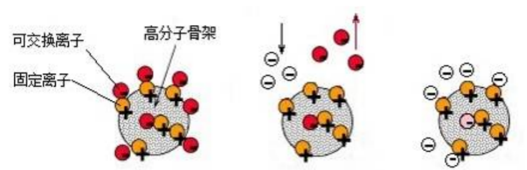
Rysunek 8 Zasada adsorpcji żywicy oddziałującej jonowo
Grupa wymiany dzieli się na część stałą i część ruchomą.Część stała jest związana z matrycą polimerową i nie może się swobodnie poruszać i staje się jonem stałym;część ruchoma i część nieruchoma są połączone wiązaniami jonowymi, tworząc jon wymienny.Jony nieruchome i jony ruchome mają odpowiednio przeciwne ładunki.Na panewce łożyska część ruchoma rozkłada się na swobodnie poruszające się jony, które wymieniają się z innymi produktami degradacji o tym samym ładunku, dzięki czemu łączą się z jonami związanymi i są trwale adsorbowane na bazie wymiany.Na grupie jest on usuwany przez olej, rozpuszczony lakier usuwany metodą adsorpcji żywicy jonowymiennej.
4.2 Technologia adsorpcji elektrostatycznej do usuwania zawieszonego lakieru
Technologia adsorpcji elektrostatycznej wykorzystuje głównie generator wysokiego napięcia do generowania pola elektrostatycznego o wysokim napięciu w celu polaryzacji zanieczyszczonych cząstek w oleju, aby pokazać odpowiednio ładunki dodatnie i ujemne.Cząstki obojętne są ściskane i przemieszczane przez cząstki naładowane, a na koniec wszystkie cząstki są adsorbowane i przyłączane do kolektora (patrz rysunek 9).
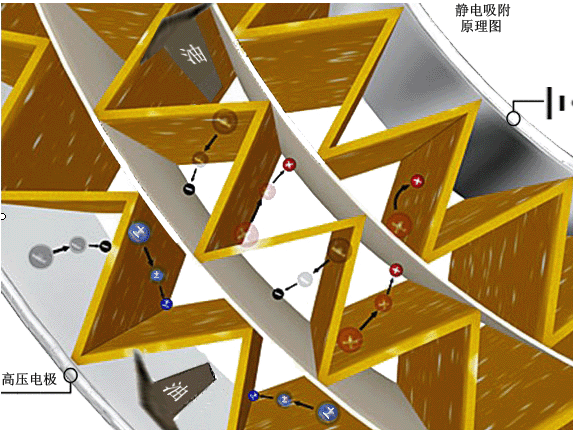
Rysunek 8 Zasada technologii adsorpcji elektrostatycznej
Technologia elektrostatycznego czyszczenia oleju może usunąć wszystkie nierozpuszczalne zanieczyszczenia, w tym cząstki stałe i zawieszony lakier powstający w wyniku degradacji oleju.Jednak tradycyjne elementy filtrujące mogą usuwać jedynie duże cząstki z odpowiednią precyzją, a usuwanie submikronowe jest trudne poziom zawieszonego lakieru.
System ten może całkowicie usunąć lakier wytrącony i osadzony na płytce łożyskowej, całkowicie eliminując w ten sposób wpływ temperatury płytki łożyskowej i zmian wibracji powodowanych przez lakier, dzięki czemu jednostka może pracować stabilnie przez długi okres czasu.
5. Wniosek
Oddano do użytku agregat do usuwania lakieru WSD WVD-II, po dwóch latach obserwacji pracy temperatura łożysk utrzymywała się zawsze na poziomie około 90°C, a agregat pozostawał w normalnej pracy.Znaleziono warstwę lakieru (patrz Ryc. 10).
Fizyczny obraz demontażu łożyska po zamontowaniu i usunięciu lakieru
sprzęt
Bibliografia:
[1] Liu Siyong, Xiao Zhonghui, Yan Zhiyong i Chen Zhujie.Symulacja numeryczna i badania eksperymentalne właściwości dynamicznych łożysk przegubowych sprężystych i tłumiących przeguby [J].Chinese Journal of Mechanical Engineering, październik 2014, 50(19):88.
Czas publikacji: 13 grudnia 2022 r